- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Escolhendo a posição de foco para o corte a laser de diferentes metais
2025-02-21
No processo de corte a laser, selecionar com precisão a posição de foco com base no tipo de material é essencial para garantir a qualidade e a eficiência do corte. Esse aspecto técnico ganhou atenção significativa em toda a indústria.
1. Corte de aço carbono
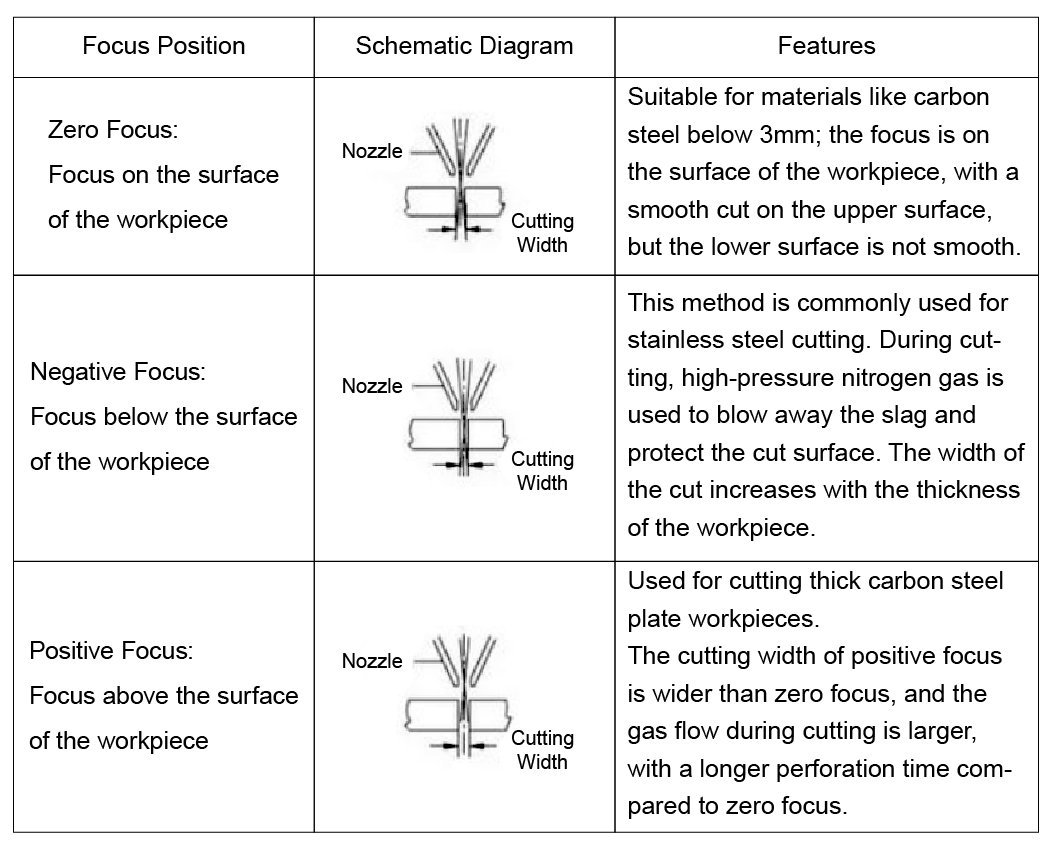
Corte fino de placa:Para cortar placas mais finas (como1-3mm), é zero foco, onde o foco está posicionado na superfície do material, é comumente usado. Isso ajuda a melhorar a precisão do corte, reduzir a zona afetada pelo calor e obter bordas mais suaves.
Corte de placa médio e espesso:Ao cortar placas de aço carbono médio de espessura (6-16mm), o foco positivo é geralmente a escolha preferida. Com o foco colocado acima do material, o feixe de laser se espalha mais ao atingir a superfície do material, o que ajuda na remoção da escória e resulta em uma superfície de corte mais brilhante e suave.
Corte grosso de placa:Para pratos mais espessos do que16mm, o foco negativo é normalmente usado para aumentar a velocidade de corte, embora isso possa reduzir ligeiramente a qualidade da borda cortada.
2. Corte de aço inoxidável
Corte fino de placa:Para cortar placas finas, os lasers contínuos geralmente empregam foco zero para garantir que a superfície de corte seja lisa, com a superfície superior próxima ao foco recebendo o corte mais limpo.
Corte de placa médio e espesso:Para placas de espessura média, para garantir uma boa qualidade de borda, geralmente é adotado um foco negativo. O foco é mais profundo no material para ampliar o corte e melhorar o fluxo de gás e material fundido, garantindo que a densidade de energia suficiente seja aplicada à área de corte.
3. Corte de alumínio
Corte fino de placa:Ao cortar placas finas, o foco zero e o leve foco positivo podem ser usados. O foco zero fornece melhor precisão e qualidade da superfície, enquanto o foco positivo é adequado quando a verticalidade é um requisito crítico. Ele garante que o corte seja um pouco mais largo na parte superior do que na parte inferior, facilitando a remoção da escória e mantendo a verticalidade.
Corte de placa médio e espesso:Para placas de espessura média, o foco positivo e o foco negativo podem ser usados. O foco positivo requer energia a laser suficiente e pressão auxiliar do gás. Ao usar foco negativo, o foco é tipicamente posicionado de 1/3 a 1/2 da espessura da placa, fornecendo corte mais estável e reduzindo a rugosidade na superfície cortada.
4. Corte de cobre
Foco negativo (foco abaixo da superfície): Para o cobre, o foco negativo é a escolha ideal, principalmente para placas de cobre mais espessas (6 mm e acima). O foco negativo aumenta a penetração a laser, compensando a alta refletividade do cobre e permite que o feixe de laser se concentre com mais eficiência. Isso aumenta a concentração de calor e melhora a profundidade e a eficiência do corte.
Zero Focus (foco na superfície):Para placas finas de cobre (1-3mm), o foco zero também é uma opção viável, fornecendo uma melhor precisão de corte e minimizando a zona afetada pelo calor, o que reduz a deformação da borda durante o corte.
Ao selecionar a posição de foco apropriada, a eficiência e a qualidade do corte a laser podem ser significativamente melhoradas para diferentes materiais metálicos. A escolha do foco positivo, foco negativo ou foco zero é determinado principalmente pela espessura, condutividade térmica e refletividade do material. Na prática, a posição correta do foco garante bordas de corte suave, profundidade de corte controlada e zonas minimizadas afetadas pelo calor, resultando em desempenho ideal de processamento.